
Heat-to-coat process from Wuppermann saves up to 54 % CO2
The Wuppermann Group has commissioned the Fraunhofer Institute for Environmental, Safety and Energy Technology (UMSICHT) to investigate the environmental impact of the Wuppermann Group's "Heat to coat" strip galvanizing process and compare it with the conventional cold-rolled galvanizing process. The result makes it clear that whereever applications for galvanized hot strip and galvanized cold strip overlap, the Wuppermann process has an advantage in terms of CO2 balance.
Fraunhofer Umsicht has drawn up a life cycle assessment based on DIN EN ISO 14040 and evaluated the environmental impacts as climate effectiveness in CO2 equivalents per kg (CO2-eq./kg) of hot-dip galvanized steel strip.
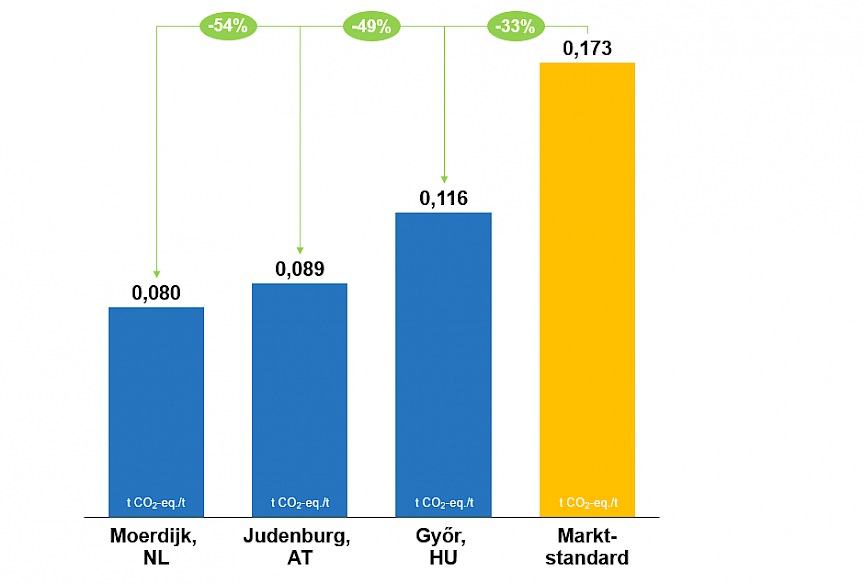
If we look at the Wuppermann production sites for the flat area in detail, the following picture emerges: The galvanizing processes including post-treatment cause 54% lower CO2 emissions at the Moerdijk site (NL) with 0.080 kg CO2-eq./kg, at the Judenburg site (AT) with 0.089 kg CO2-eq./kg by 49% and at the Györ site, Hungary with 0.116 kg CO2-eq./kg by 33% compared to the reference process with 0.173 kg CO2-eq./kg. The CO2 emissions for pickling have already been taken into account due to Wuppermann's integrated process. This so-called gate-to-gate consideration does not include the environmental impact of the starting material hot strip.
Wuppermann galvanizing process saves around 60,000 tonnes of CO2 per year
Taking into account the CO2 savings and galvanization volumes of the three aforementioned sites, the CO2 savings for the year 2022 amounted to approximately 60,000 tonnes.
The largest value driver in the CO2 balance in the previous study (base year 2018) was still energy consumption. However, due to the measures for in-house energy generation and in the area of the purchased electricity mix, it is now zinc that accounts for the largest share of CO2 emissions.
Why is the galvanizing process from Wuppermann more CO2-friendly than the market standard?
The galvanizing process used at Wuppermann offers process-related advantages with regard to the ecological balance. The usual cold strip galvanizing process requires the steel strip to be annealed to a temperature of 750° C in a large annealing furnace, which is fired with natural gas or metallurgical gas. Its combustion product is CO2, which is released into the atmosphere. The strip must then be cooled down to the galvanizing temperature. The Wuppermann heat-to-coat process uses a small, inductively (electrically) heated strip heating furnace which heats the steel strip to the galvanizing temperature of 460 - 480° C in seconds. The energy-intensive recrystallization annealing at approx. 750° C is no longer necessary.
Low CO2 emissions also in tube production
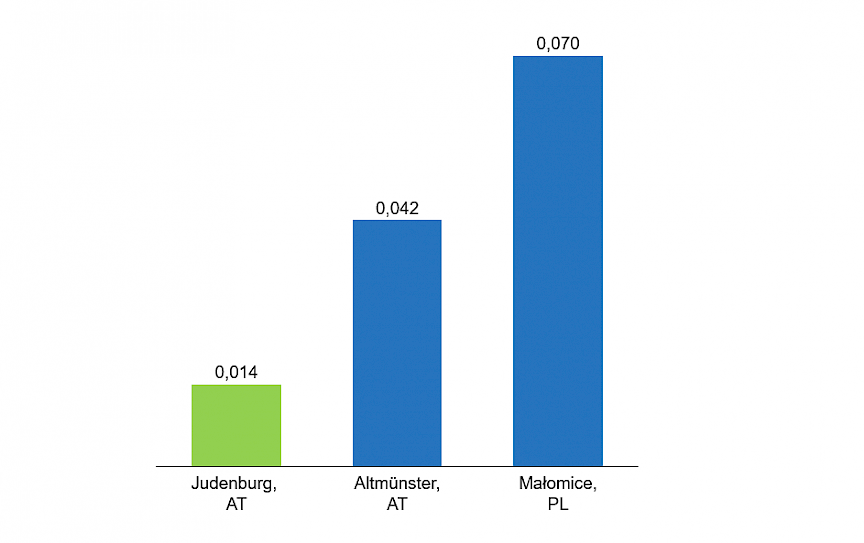
The tube production facilities that have now been examined for the first time also impress with low CO2 emissions in the production process. Here, too, the two Austrian sites in Altmünster and Judenburg benefit from the purchase of electricity from hydroelectric and wind power as well as their own electricity generation by means of photovoltaic systems. The life cycle assessment based on DIN EN ISO 14040 considers the environmental impact as the climate effectiveness of the tube production process in tonnes of CO2 equivalents per tonne of longitudinally welded steel tube (t CO2 -eq./t). In Judenburg (Austria), the tube manufacturing process produces 0.014 t CO2 -eq./t, in Altmünster (also in Austria) 0.042 t CO2-eq./t and in Małomice (Poland) 0.070 t CO2 -eq./t. The two main drivers for the difference between the two Austrian plants are the areas of transport and packaging. This analysis does not include the environmental impact of the input material hot-rolled strip or pickled or galvanized hot-rolled strip.
Methodology of the study "Greenhouse gas balancing of the hot strip galvanizing and tube production of the Wuppermann Group"
The Fraunhofer UMSICHT Institute was commissioned to prepare a greenhouse gas balance of the hot strip galvanizing and tube production of the Wuppermann Group and to compare the results of the galvanizing process with the cold strip galvanizing process commonly used on the market. The study was based on a life cycle assessment or life cycle analysis following DIN EN ISO 14040. This provides the framework for assessing the potential environmental impacts of a product system over its entire life cycle. The investigation is divided into four phases: Definition of the objective and scope of the study, life cycle inventory, impact assessment and evaluation. It offers the possibility of recording all relevant potential impacts (with a focus on greenhouse gas emissions) on the environmental media. This climate impact is presented in kg CO2 equivalents per kg (CO2-eq./kg) of hot-dip galvanized steel strip. The environmental impact of all other greenhouse gas emissions, e.g. methane, is converted into a value comparable to CO2 using a standardized method.
In order to assess the total environmental impact caused by the production of one kilogram of hot-dip galvanized steel strip or one kilogram of longitudinally welded steel tube, a system room extension is required. The actual life cycle assessment therefore includes not only the primary data of the manufacturing processes at Wuppermann itself, but also secondary data of downstream or upstream processes. This primarily includes the production of zinc (if applicable), the provision of electricity and the transport of raw materials to the plants.
For the reference process, publicly available data sets for the production of hot-rolled strip, for the production of cold-rolled steel strip, as well as for the production of galvanized sheet by means of cold strip galvanizing, were used. The latter refers to material with a zinc layer thickness of 275 g/m2. In order to be able to reference against the zinc layer thickness Z275 in the cold strip galvanizing process, the average zinc layer thickness of the Wuppermann galvanizing sites was corrected accordingly to Z275 in the comparative calculation. Since Wuppermann's heat-to-coat process runs over a combined pickling & galvanizing line, pickling is also taken into account in the LCA. This is not the case with the reference process, as pickling takes place in a separate step before cold rolling. In a direct process comparison, the environmental impact of pickling is thus added to Wuppermann's LCA. If zinc is eliminated from the equation, the advantage of the Wuppermann heat-to-coat process even increases to 93 %.