
Heat-to-coat Feuerverzinkungsverfahren
Das Heat-to-coat Feuerverzinkungsverfahren von Wuppermann unterschiedet sich im Prozess von anderen Verfahren, in denen Stahl verzinkt - also korrosionsgeschützt - wird. Neben einem signifikant geringeren CO2-Auststoß kann dieses Verfahren auch mit weiteren Vorteilen hinsichtlich des Ressourcenverbrauchs, Eigenschaften bei der Weiterverarbeitung und des Korrosionsschutzes punkten.
Eigenschaften von Stahl
Stahl ist widerstandsfähig, deckt einen breiten Zähigkeitsbereich ab und kann den Kundenanforderungen individuell angepasst werden. Doch ohne einen zuverlässigen Korrosionsschutz verliert er schnell seine positiven Eigenschaften, die ihn als Baustoff so erfolgreich machen. Stahl korrodiert an der Atmosphäre, im Wasser und im Erdboden. Ergebnis der Korrosion ist die Entstehung von Rotrost, was neben optischen Nachteilen bei Sichtteilen bis zum Bauteilversagen führen kann.

Stahl vor Korrosion schützen
Um dem entgegenzuwirken, wird Stahl beschichtet. Die Veredelung des Stahls mit Zink ist unter den verschiedenen Möglichkeiten des Korrosionsschutzes die zuverlässigste und effektivste. Die industriell bedeutsamste Methode ist das Feuerverzinken, bei dem entweder fertig-umgeformte Stahlbauteile diskontinuierlich in einem Schmelzbad eingetaucht und verzinkt werden oder Stahlbänder ein Zinkbad kontinuierlich durchlaufen, nachdem diese entsprechend thermisch vorbehandelt wurden. Unter welchen Bedingungen die thermische Behandlung ablaufen muss, bestimmt der Zustand des Vormaterials, ob es sich um kaltgewalztes Band mit stark verfestigtem Gefüge ohne nennenswertes Umformvermögen oder um Warmband mit bereits brauchbaren mechanischen Eigenschaften zum Weiterverarbeiten handelt. Insofern lassen sich die drei folgenden Feuerverzinkungsverfahren unterscheiden:
- Stückverzinkung (diskontinuierlich),
- Kaltbandverzinkung (kontinuierlich),
- Warmbandverzinkung, inkl. Heat-to-coat Verfahren von Wuppermann (kontinuierlich)
Das Heat-to-coat Verfahren wird am Beispiel der Warmbandfeuerverzinkungsanlage der Wuppermann-Gruppe in Ungarn, die neben normalen Zinkschichten mittels Wechselpotsystem auch die neue Zink-Aluminium-Magnesium Legierung auf Stahlband auftragen kann, erläutert (siehe Abbildung 1).
Für alle drei Verfahren gilt: Je dicker die Zinkschicht, desto höher der Korrosionsschutz. Welcher Korrosionsschutz benötigt wird, hängt von den Umgebungsbedingungen am Einsatzort des späteren Bauteils ab. Die Verfahren arbeiten üblicherweise mit folgenden Zinkschichtdicken je Seite:
Verfahren Zinkschichtdicke min. Zinkschichtdicke max.
- Stückverzinkung 50 µm 85 µm
- Kaltbandverzinkung 5 µm 55 µm
- Warmbandverzinkung 5 µm 85 µm
Die Anwendungsgebiete von stückverzinktem und bandverzinktem Stahl unterscheiden sich größten Teils, jedoch gibt es auch Überschneidungen, insbesondere dort wo verzinkte Profile mit hohen Zinkauflagen zum Einsatz kommen. So können zum Beispiel Leitplanken für Fahrzeugrückhaltesysteme oder Unterkonstruktionen für Photovoltaik-Anlagen sowohl stückverzinkt als auch auf Basis der Warmbandverzinkung hergestellt werden. Dennoch fokussiert sich die nachfolgende Einführung in den Heat-to-coat Prozess im Wesentlichen auf den Vergleich zum ähnlicheren Kaltbandverzinkungsprozess.
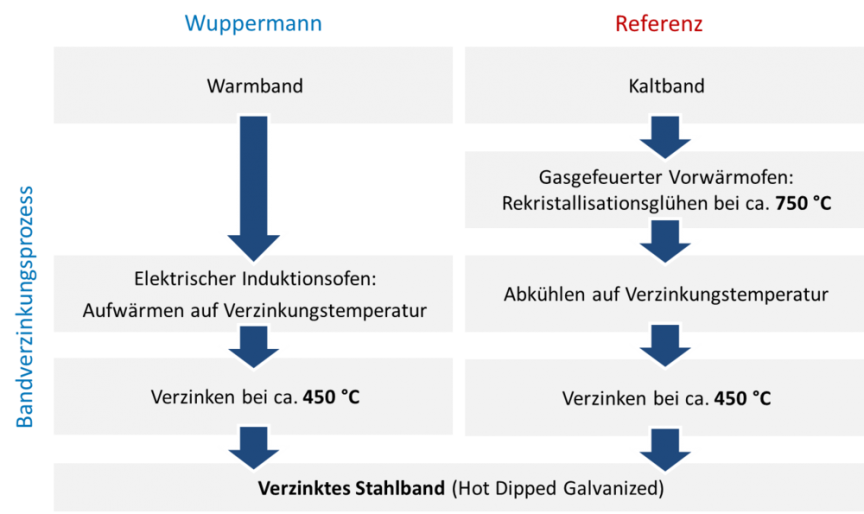
Der Prozessablauf der Bandverzinkungsverfahren im Vergleich (siehe Abbildung 2)
Im Falle von Kaltband werden die Bänder in einem der Feuerverzinkung direkt vorgeschalteten großen Glühofen bei hohen Temperaturen zuerst rekristallisierend geglüht. Dabei erhalten diese das Umformvermögen zurück und erreichen ganz spezielle enge mechanische Eigenschaften, die in erster Linie in der Automobilindustrie benötigt werden. Das Wuppermann Verfahren benötigt im Gegensatz zu den konventionellen Bandverzinkungsanlagen keinen Glühofen (siehe Abbildung 1). Des Weiteren arbeitet das Heat-to-coat Verfahren mit einer wesentlich geringeren Maximaltemperatur. Beim Einsatz von Kaltband ist ein Glühofen notwendig, um das Vormaterial rekristallisierend zu glühen. Das geschieht je nach Stahlgüte bei Temperaturen von 650 bis über 850°C. Bei Wuppermann ist aufgrund der Verwendung von Warmband als Vormaterial – innerhalb des mit Kaltband vergleichbaren Banddickenspektrums - die Rekristallisation nicht nötig. Die maximale Bandtemperatur liegt bei ca. 450°C. Sie muss nur groß genug sein, um eine Reduktion der Bandoberfläche vor dem Eintauchen in die Zink-Schmelze zu erreichen. Das führt zu einem erheblich geringeren Energieverbrauch.
In diesem Zusammenhang spielen auch die unterschiedlichen Energiequellen, die eingesetzt werden, eine große Bedeutung. Im Gegensatz zu den Standardanlagen setzt das Heat-to-coat Verfahren keine fossilen Brennstoffe wie Gas ein. Wuppermann verwendet ausschließlich Strom zum Aufheizen des Bandes und kommt deshalb mit vergleichsweise kurzen Öfen aus. Abgesehen davon, dass diese Öfen in der Anschaffung kostengünstiger sind, ist vor allem der Energieverbrauch deutlich reduziert, was sowohl wieder die Kosten minimiert als auch der Umwelt zugutekommt.
Definition der Zinkschicht, Korrosionsschutz und Weiterverarbeitung
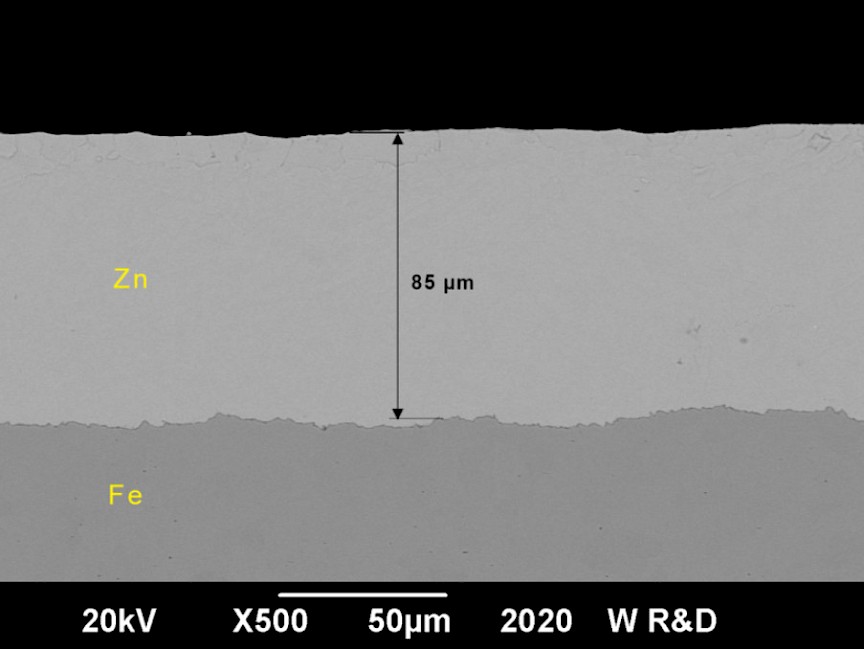
Auf Warmband lassen sich prozesstechnisch auch hohe Zinkschichtdicken von bis zu 85 µm je Seite reproduzierbar, gleichmäßig und präzise über Bandbreite und -länge darstellen und der Aufbau der Zinkschicht ist trotzdem noch homogen und frei von ZnFe Legierungsphasen (siehe Abbildung 3). Die Schmelzbäder beim kontinuierlichen Bandverzinken sind niedrig mit Aluminium legiert, um den Haftverbund der Schicht mit dem Grundwerkstoff sicherzustellen. Darüber hinaus ist zu erwähnen, dass keine legierungstechnischen Maßnahmen erfolgen, um die Kristallstruktur der Zinkschicht zu beeinflussen.
Diese Zinkschichten weisen eine sehr gute Haftung auf dem Grundwerkstoff auf und halten auch komplexeren Umformoperationen Stand. Auch der hohe Korrosionsschutz bleibt damit erhalten und so lassen sich zum Beispiel Profile aus feuerverzinktem Warmband herstellen, die sich für den Blankeinsatz im Außenbereich eignen.
Produktionsportfolio
Das Heat-to-coat Verfahren ermöglicht kostengünstige und umweltverträgliche Verarbeitung von Warmband mit einer Dicke von 1 bis 6 mm und einer maximalen Breite von 1.650 mm. Zum Einsatz kommen dabei im Wesentlichen Stähle zum Kaltumformen und Tiefziehen, Baustähle, sowie hochfeste und niedriglegierte Stähle. Überzüge können bis 85 µm, einseitig bzw. 1.200 g/m², beidseitig erreicht werden. Gegenüber dem Stückverzinkungsverfahren lassen sich im kontinuierlichen Verzinkungsverfahren Stahlbänder seitenbezogen, mit unterschiedlichen Zinkschichtdicken, produzieren, das sogenannte Differenzverzinken. Das ist z.B. bei verzinkten Stahlrohren wesentlich, da aufgrund unterschiedlichen Korrosionsanspruchs an Außen- und Innenseite die jeweils notwendigen Schichtdicken aufgetragen werden können. Dies spart sowohl Ressourcen als auch Kosten und hat damit einen hohen Kundennutzen.
Umweltwirkung
Die beschriebenen Unterschiede im Prozessdesign führen auch zu einem besseren CO2-Fußabdruck des Heat-to-coat Verfahrens von Wuppermann. Kürzlich wurden die deutlich geringeren CO2-Emissionen vom Fraunhofer-Institut für Umwelt-, Sicherheits- und Energietechnik (UMSICHT) entsprechend bestätigt. Weitere Informationen zu der Studie finden Sie Hier.