
Heat-to-coat Verfahren von Wuppermann spart bis zu 54 % CO2
Die Wuppermann-Gruppe hat das Fraunhofer-Institut für Umwelt-, Sicherheits- und Energietechnik (UMSICHT) beauftragt die Umweltwirkung des Bandverzinkungsverfahrens „Heat to coat“ der Wuppermann-Gruppe zu untersuchen und gegen das konventionelle Kaltband-Verzinkungsverfahren zu vergleichen. Das Ergebnis macht deutlich, dass dort, wo sich die Anwendungsgebiete für verzinktes Warmband und verzinktes Kaltband überlagern sich bei der CO2-Bilanz ein Vorteil für das Verfahren von Wuppermann ergibt.
Fraunhofer Umsicht hat eine Ökobilanz in Anlehnung an DIN EN ISO 14040 erstellt und die Umweltwirkungen als Klimawirksamkeit in CO2-Äquivalente pro kg (CO2-eq./kg) feuerverzinktem Stahlband bewertet.
Betrachtet man die Wuppermann-Produktionsstandorte für den Bereich Flach im Einzelnen ergibt sich folgendes Bild:
Die Verzinkungsprozesse samt Nachbehandlung verursachen am Standort Moerdijk (NL) mit 0,080 kg CO2-eq./kg um 54 %, am Standort Judenburg (AT) mit 0,089 kg CO2-eq./kg um 49 % und am Standort Györ, Ungarn mit 0,116 kg CO2-eq./kg um 33 % geringere CO2-Emissionen als der Referenzprozess mit 0,173 kg CO2-eq./kg. Dabei wurden die CO2-Emissionen für das Beizen aufgrund des integrierten Prozesses von Wuppermann bereits mitberücksichtigt. Nicht mit einbezogen in diese sogenannte Gate-to-Gate Betrachtung ist die Umweltwirkung des Vormaterials Warmband.

Wuppermann-Verzinkungsprozess spart rund 60.000 Tonnen CO2 pro Jahr
Unter Berücksichtigung der CO2-Einsparungen und Verzinkungsvolumen der drei vorgenannten Standorte ergab sich für das Jahr 2022 eine CO2-Einsparung von etwa 60.000 Tonnen.
Der größte Wertetreiber in der CO2-Bilanz war in der vorherigen Untersuchung (Basisjahr 2018) noch der Energieverbrauch. Aufgrund der Maßnahmen zur eigenen Energieerzeugung und im Bereich des eingekauften Strommixes ist es inzwischen aber das Zink, welches den größten Anteil an den CO2-Emissionen ausmacht.
Warum ist der Verzinkungsprozess von Wuppermann CO2-freundlicher als der Marktstandard?
Das bei Wuppermann angewandte Verzinkungsverfahren bietet prozessuale Vorteile in Bezug auf die Ökobilanz. Das übliche Kaltbandverzinkungsverfahren fordert das Glühen des Stahlbandes auf eine Temperatur von 750° C in einem großen Glühofen, welcher mit Erdgas oder Hüttengas befeuert wird. Sein Verbrennungsprodukt ist CO2, das in die Atmosphäre abgegeben wird. Anschließend muss das Band dann auf die Verzinkungstemperatur abgekühlt werden. Im Heat-to-Coat-Verfahren von Wuppermann wird mit einem kleinen, induktiv (elektrisch) beheizten Banderwärmungsofen gearbeitet, welcher das Stahlband in Sekunden auf die Verzinkungstemperatur 460 – 480° C erhitzt. Das energieintensive Rekristallisationsglühen bei ca. 750° C entfällt.
Niedrige CO2-Emissionen auch in der Rohrfertigung
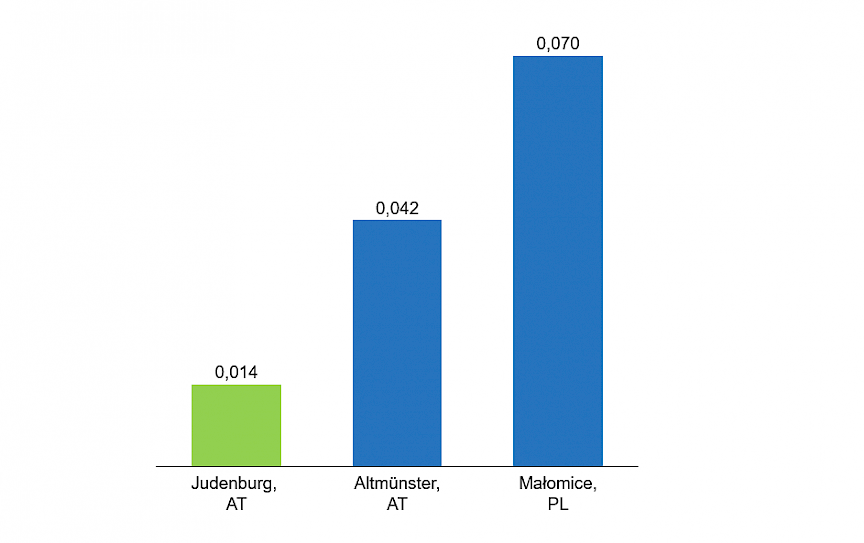
Die nun erstmalig untersuchten Rohrfertigungen überzeugen ebenfalls mit niedrigen CO2-Emissionen im Fertigungsprozess. Auch hier kommt den beiden österreichischen Standorten in Altmünster und Judenburg der Bezug von Strom aus Wasser- und Windkraft sowie die eigene Stromerzeugung mittels Photovoltaik-Anlagen zugute. Die Ökobilanz in Anlehnung an DIN EN ISO 14040 betrachtet hier die Umweltwirkungen als Klimawirksamkeit des Rohrfertigungsprozesses in Tonnen CO2-Äquivalente pro Tonne längsnahtgeschweißtes Stahlrohr (t CO2-eq./t). In Judenburg (Österreich) fallen im Rohrfertigungsprozess 0,014 t CO2-eq./t an, in Altmünster (ebenfalls in Österreich) 0,042 t CO2-eq./t und in Małomice (Polen) 0,070 t CO2-eq./t. Die beiden wesentlichen Treiber für den Unterschied zwischen den beiden österreichischen Werken sind die Bereiche Transport und Verpackung. Nicht mit einbezogen in diese Betrachtung ist die Umweltwirkung des Vormaterials Warmband bzw. gebeiztes oder verzinktes Warmband.
Methodik der Untersuchung „Treibhausgasbilanzierung der Warmbandverzinkung und Rohrfertigung der Wuppermann-Gruppe“
Das Institut Fraunhofer UMSICHT wurde damit beauftragt eine Treibhausgasbilanzierung der Warmbandverzinkung und Rohrfertigung der Wuppermann-Gruppe zu erstellen und die Ergebnisse des Verzinkungsprozesses gegen das am Markt übliche Kaltbandverzinkungsverfahren zu vergleichen. Die Untersuchung wurde auf Basis einer Ökobilanz oder Lebenszyklusanalyse in Anlehnung an die DIN EN ISO 14040 erstellt. Diese gibt den Rahmen vor, um die potenziellen Umweltwirkungen eines Produktsystems über den gesamten Lebensweg beurteilen zu können. Die Erstellung gliedert sich in die vier Phasen: Festlegung des Ziels und des Untersuchungsrahmens, Sachbilanz, Wirkungsabschätzung und Auswertung. Sie bietet die Möglichkeit der Erfassung aller relevanten potenziellen Wirkungen (mit Fokus auf Treibhausgasemissionen) auf die Umweltmedien. Diese Klimawirksamkeit wird in kg CO2-Äquivalente pro kg (CO2-eq./kg) feuerverzinktem Stahlband dargestellt. Dabei werden die Umweltwirkungen aller anderen Treibhausgasemissionen, z.B. von Methan, über einen standardisierten in einen zum CO2 vergleichbaren Wert umgerechnet.
Um die gesamte Umweltbelastung beurteilen zu können, die durch die Produktion von einem Kilogramm feuerverzinkten Stahlband bzw. einem Kilogramm längsnahtgeschweißtem Stahlrohr verursacht wurde, ist eine Systemraumerweiterung erforderlich. Die konkrete Ökobilanz beinhaltet demnach nicht nur die Primärdaten der Verarbeitungsprozesse bei Wuppermann selbst, sondern auch Sekundärdaten nach- bzw. vorgelagerter Prozesse. Dazu zählt primär die Herstellung von Zink (sofern zutreffend), die Beistellung von Strom bzw. der Rohstofftransport in die Werke.
Für den Referenzprozess wurde auf öffentlich zugängliche Datensätze für die Herstellung von Warmband, für die Herstellung von kaltgewalztem Stahlband, sowie für die Herstellung von verzinktem Blech mittels Kaltbandverzinkung, zurückgegriffen. Letzterer bezieht sich auf Material mit einer Zinkschichtdicke von 275 g/m2.
Um gegen die Zinkschichtdicke Z275 beim Kaltband-Verzinkungsprozess referenzieren zu können, wurde die durchschnittliche Zinkschichtdicke der Wuppermann-Verzinkungsstandorte in der Vergleichsrechnung entsprechend auf ebenfalls Z275 korrigiert. Da der Heat-to-Coat-Prozess von Wuppermann über eine kombinierte Beiz- & Verzinkungsanlage läuft, ist in der Ökobilanz das Beizen ebenfalls berücksichtigt. Dies ist bei dem Referenzprozess nicht der Fall, da das Beizen in einem separaten Schritt vor dem Kaltwalzen stattfindet. Im direkten Verfahrensvergleich wird damit die Ökobilanz von Wuppermann um die Umweltwirkung des Beizens zusätzlich belastet. Eliminiert man das Zink aus der Betrachtung wächst der Vorteil des Wuppermann-Heat-to-Coat Verfahrens sogar auf bis zu 93 %.