
Tűzihorganyzási eljárás
A Wuppermann hővel történő tűzihorganyzási eljárása különbözik más eljárásoktól, amelyekben az acél horganyzása - azaz korrózió elleni védelme - történik. A jelentősen alacsonyabb CO2-kibocsátás mellett ez az eljárás az erőforrás-fogyasztás, a további feldolgozás során elért tulajdonságok és a korrózióvédelem tekintetében is további előnyökkel bír.
Az acél tulajdonságai
Az acél ellenálló, széles szilárdsági tartományt fed le, és egyedileg alakítható az ügyfelek igényeihez. Megbízható korrózióvédelem nélkül azonban gyorsan elveszíti azokat a pozitív tulajdonságait, amelyek építőanyagként olyan sikeressé teszik. Az acél korrodálódik a légkörben, a vízben és a talajban. A korrózió eredménye a vörös rozsda kialakulása, amely a látható részek vizuális hátrányai mellett az alkatrészek meghibásodásához is vezethet.
Az acél védelme a korróziótól
A korrózió ellensúlyozására az acélt bevonattal látják el. A korrózióvédelem különböző lehetőségei közül az acél cinkkel történő bevonása a legmegbízhatóbb és leghatékonyabb. Az iparilag legjelentősebb módszer a tűzihorganyzás, amely során vagy a kész acélelemeket merítik be egy cinkfürdőbe és horganyozzák (darabáru horganyzás), vagy az acélszalagot megfelelő hőkezelés után folyamatosan egy cinkfürdőn vezetik át (folyamatos horganyzás). A hőkezelés körülményeit a kiindulási anyag állapota határozza meg, attól függően, hogy hidegen, vagy melegen hengerelt szalagról van-e szó. E tekintetben a következő három tűzihorganyzási eljárást lehet megkülönböztetni:
- szakaszos (darabáru) mártásos horganyzás (nem folyamatos),
- hidegen hengerelt szalag horganyzás (folyamatos),
- melegen hengerelt szalag horganyzás (folyamatos), Wuppermannál alkalmazott eljárás
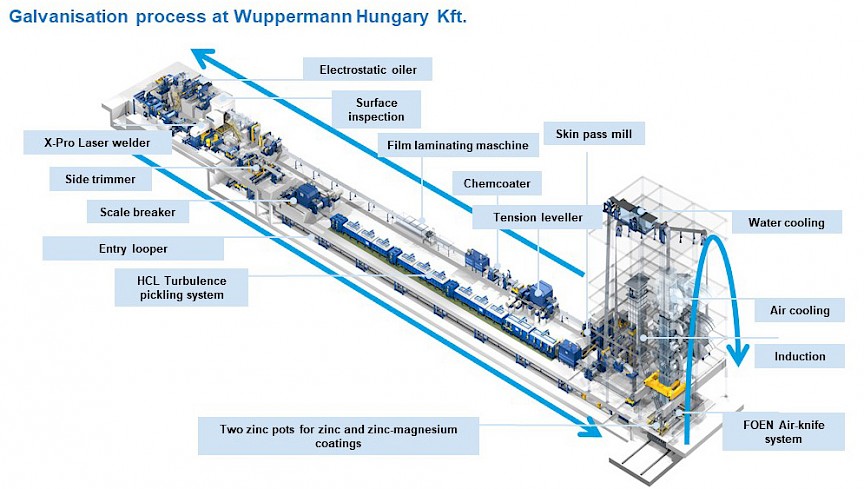
A heat-to-coat eljárást a magyarországi Wuppermann csoport meleghorganyzó üzemének példáján keresztül mutatjuk be, amely a szokásos cinkbevonatok mellett az új cink-alumínium-magnézium ötvözetet is fel tudja vinni az acélszalagra két felváltva működő cinkkád segítségével (lásd az 1. ábrát).
Mindhárom eljárásra érvényes a következő: Minél vastagabb a cinkréteg, annál nagyobb a korrózióvédelem. Az, hogy milyen korrózióvédelemre van szükség, az anyag későbbi felhasználási helyének környezeti körülményeitől függ. Az eljárások általában a következő oldalankénti cinkbevonatvastagságokkal működnek:
Eljárás Cinkbevonat vastagsága min. cinkbevonat vastagsága max.
Szakaszos (darabáru) horganyzás 50 µm 85 µm
Hidegen hengerelt szalaghorganyzás 5 µm 55 µm
Melegen hengerelt szalaghorganyzás 5 µm 85 µm
A darabhorganyzott és a szalaghorganyzott acél alkalmazási területei nagymértékben különböznek, de vannak átfedések is, különösen a magas cinkréteggel ellátott horganyzott profilok alkalmazása esetén. Például a szalagkorlátok vagy a fotovoltaikus napelem rendszerek alépítményei mind szakaszos galvanizálással, mind pedig melegszalaggalvanizálással gyárthatók. Mindazonáltal a hőbevonatos eljárás
alábbi bemutatása elsősorban a hasonlóbb hidegen hengerelt szalag galvanizálási eljárással való összehasonlításra összpontosít.
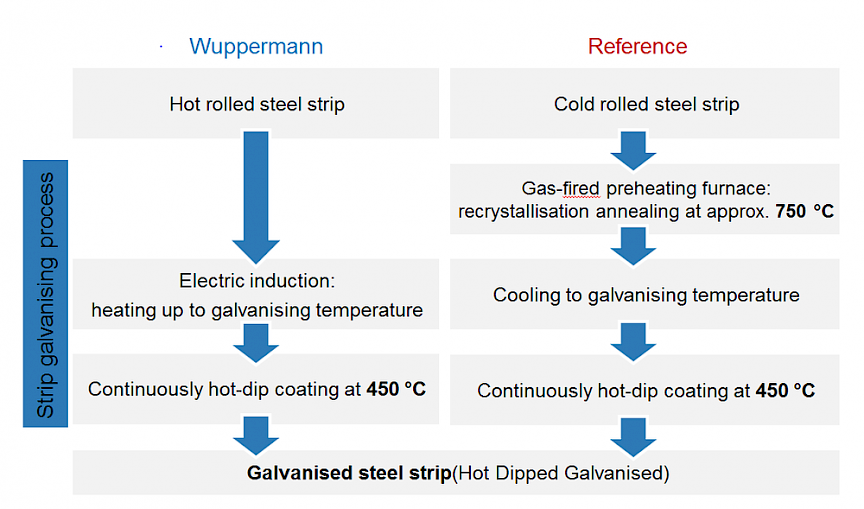
A szalaggalvanizálási eljárások folyamatának sorrendje összehasonlításképpen (lásd a 2. ábrát)
Hidegen hengerelt szalagok esetében a szalagokat először magas hőmérsékleten, közvetlenül a tűzihorganyzási folyamat előtt egy nagy lágyítókemencében újrakristályosítják. Ebben az eljárásban visszanyerik alakíthatóságukat, szűk mechanikai tulajdonságokat érnek el, amelyeket elsősorban az autóiparban igényelnek. A hagyományos szalaghorganyzó sorokkal ellentétben a Wuppermann-eljárás nem igényel lágyító kemencét (lásd az 1. ábrát).
Továbbá a hevítési folyamat sokkal alacsonyabb maximális hőmérséklettel működik. Hidegen hengerelt szalag használata esetén a kiindulási anyag újrakristályosításához egy lágyítókemencére van szükség. Ez az acélfajtától függően 650 és 850 °C közötti hőmérsékleten történik. A Wuppermann-nál nincs szükség újrakristályosításra, mivel a kiindulási anyagként melegen hengerelt szalagot használnak - a szalagvastagság spektrumán belül a hideg szalaghoz hasonlóan. A maximális szalaghőmérséklet 450 °C körül van. A szalag hőmérsékletének csak a cinkelési hőmérsékletet kell elérnie az olvasztott cinkbe való merítés előtt. Ez jelentősen alacsonyabb energiafogyasztást eredményez.
Ebben az összefüggésben a felhasznált különböző energiaforrások is fontos szerepet játszanak. A hagyományos erőművekkel ellentétben a hővel történő bevonatolás nem használ fosszilis tüzelőanyagokat, például gázt. A Wuppermann csak a szalag felmelegítéséhez használ áramot, kisebb teljesítményű kemencékben. Amellett, hogy ezeket a kemencéket olcsóbban lehet beszerezni, mindenekelőtt az energiafogyasztás az, ami csökkenti a költségeket és a környezetet is kíméli.
A cinkbevonat meghatározása, korrózióvédelem és további feldolgozás
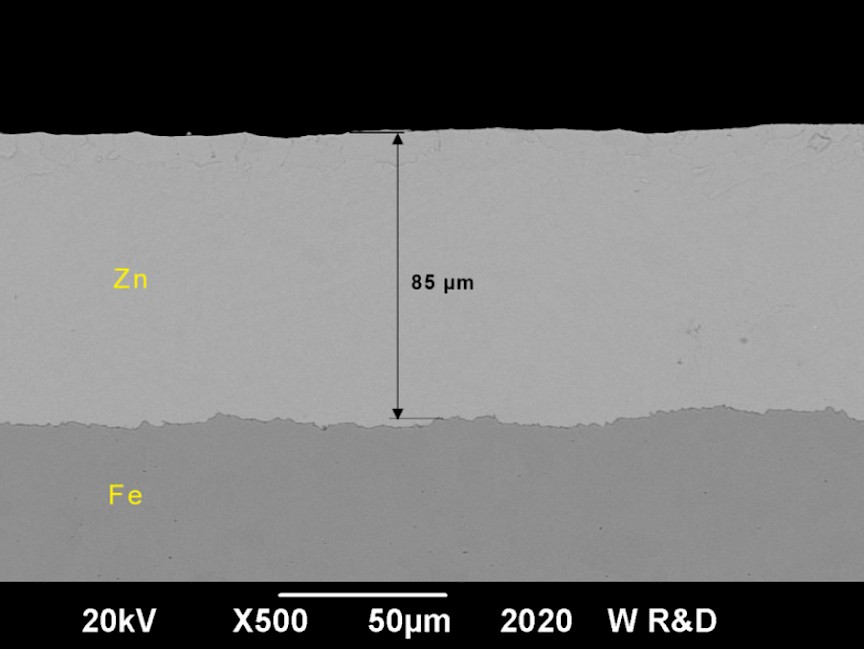
Melegen hengerelt szalagon még a nagy, oldalanként akár 85 µm-es cinkrétegvastagság is reprodukálható, egyenletesen és pontosan előállítható a szalag szélességében és hosszában. A cinkréteg szerkezete homogén és ZnFe ötvözetfázisoktól mentes (lásd a 3. ábrát). A folyamatos szalaghorganyzás olvasztókádjai alumíniummal alacsonyan ötvözöttek, hogy biztosítsák a réteg tapadó kötését az alapanyaghoz. Továbbá meg kell említeni, hogy ebben az eljárásban nem alkalmaznak ötvözést a cinkréteg kristályszerkezetének befolyásolása érdekében.
Ezek a cinkbevonatok nagyon jól tapadnak az alapanyaghoz, és a bonyolultabb alakítási műveleteknek is ellenállnak. A magas szintű korrózióvédelem is megmarad, és például tűzihorganyzott melegen hengerelt szalagból olyan profilok készülhetnek, amelyek alkalmasak fényes kültéri használatra.
Termelési portfólió
A heat-to-coat eljárás lehetővé teszi az 1-6 mm vastagságú és legfeljebb 1650 mm széles melegen hengerelt szalagok költséghatékony és környezetbarát feldolgozását. A fő felhasznált anyagok a hidegalakításhoz és mélyhúzáshoz használt acélok, szerkezeti acélok, valamint nagy szilárdságú és alacsony ötvözésű acélok. Egyik oldalon akár 85 µm-es, vagy mindkét oldalon 1 200 g/m²-es bevonat is elérhető. A szakaszos horganyzással ellentétben a folyamatos horganyzás lehetővé teszi, hogy az acélszalagokat különböző oldalukon különböző vastagságú cinkbevonattal, úgynevezett differenciálhorganyzással állítsák elő. Ez például a horganyzott acélcsövek esetében elengedhetetlen, mivel a különböző korróziós követelmények miatt a szükséges bevonatvastagságok kívül és belül is alkalmazhatók. Ez mind erőforrásokat, mind költségeket takarít meg, és így nagy ügyfélelőnyökkel jár.
Környezeti hatás
Az eljárás kialakításában leírt különbségek a Wuppermann hőbevonási eljárásának jobb CO2-lábnyomát is eredményezik. A közelmúltban a Fraunhofer Környezetvédelmi, Biztonsági és Energetikai Intézet (UMSICHT) is megerősítette a jelentősen alacsonyabb CO2-kibocsátást. A tanulmányról további információk itt találhatók.