
A Wuppermann Heat-to-coat eljárás akár 54%-os CO2-megtakarítást eredményez
A Wuppermann csoport megbízta a Fraunhofer Környezetvédelmi, Biztonsági és Energetikai Intézetet (UMSICHT), hogy vizsgálja meg "heat to coat" szalaghorganyzási eljárásunk környezeti hatásait, és hasonlítsa össze a hagyományos hideg szalaghorganyzási eljárással. Az eredmény világosan megmutatta, hogy ahol a horganyzott melegen hengerelt szalag és a hidegen hengerelt szalag alkalmazási területei fedik egymást, ott a Wuppermann eljárása a CO2-mérleg szempontjából sokkal előnyösebb.
A Fraunhofer Umsicht a DIN EN ISO 14040 szabvány alapján életciklus-értékelést készített, és a környezeti hatásokat a tűzihorganyzott acélszalagok kilogrammonkénti CO2-egyenértékben (CO2-egyenérték/kg) kifejezett klímahatásaként értékelte.
Ha részletesen megvizsgáljuk a Wuppermann Flat üzletág gyártóüzemeit, a következő kép rajzolódik ki: A horganyzási folyamatok az utókezelést is beleértve 54%-kal alacsonyabb CO2-kibocsátást okoznak a Moerdijk-i (NL) telephelyen 0,080 kg CO2-egyenérték/kg, a Judenburg-i (AT) telephelyen 0,089 kg CO2-egyenérték/kg 49%-kal, a győri (Magyarország) telephelyen 0,116 kg CO2-egyenérték/kg 33%-kal a referenciafolyamathoz képest, amely 0,173 kg CO2-egyenérték/kg. A Wuppermann integrált eljárásának köszönhetően a pácolás CO2-kibocsátását már figyelembe vettük. Ez az úgynevezett "Gate-to-Gate" szempont nem tartalmazza a melegen hengerelt szalag kiindulási anyagának környezeti hatását.

A Wuppermann horganyzási eljárása évente mintegy 60.000 tonna CO2-t takarít meg
Figyelembe véve a CO2 megtakarítást és a galvanizálás mennyiségét a három fent említett telephelyen, a CO2 megtakarítás 2022-re mintegy 60 000 tonnát tesz ki. Az előző tanulmányban (2018-as bázisév) a CO2-mérleg legnagyobb értékhajtóereje még mindig az energiafogyasztás volt. A saját energiatermelésre vonatkozó intézkedéseknek és a vásárolt villamosenergia-összetételnek köszönhetően azonban a CO2-kibocsátás legnagyobb hányadát ma már a cink teszi ki.
Miért CO2-barátabb a Wuppermann horganyzási eljárása, mint a piaci szabvány?
A Wuppermannál alkalmazott horganyzási eljárás az ökológiai mérleg tekintetében rendkívül előnyös. A szokásos hideg szalaggalvanizálási eljárás során az acélszalagot 750 °C-os hőmérsékletre kell izzítani egy nagy olvasztókemencében, amelyet földgázzal vagy kohászati gázzal fűtenek. Égésterméke a CO2, amely a légkörbe kerül. A szalagot ezután le kell hűteni a galvanizálási hőmérsékletre. A Wuppermann heat-to-coat eljárása egy kisméretű, induktív (elektromos) fűtésű kemencét használ, amely az acélszalagot másodpercek alatt 460-480 °C-os horganyzási hőmérsékletre melegíti, így itt a kb. 750 °C-os hevítés elmarad.
Alacsony CO2 kibocsátás a csőgyártásban is
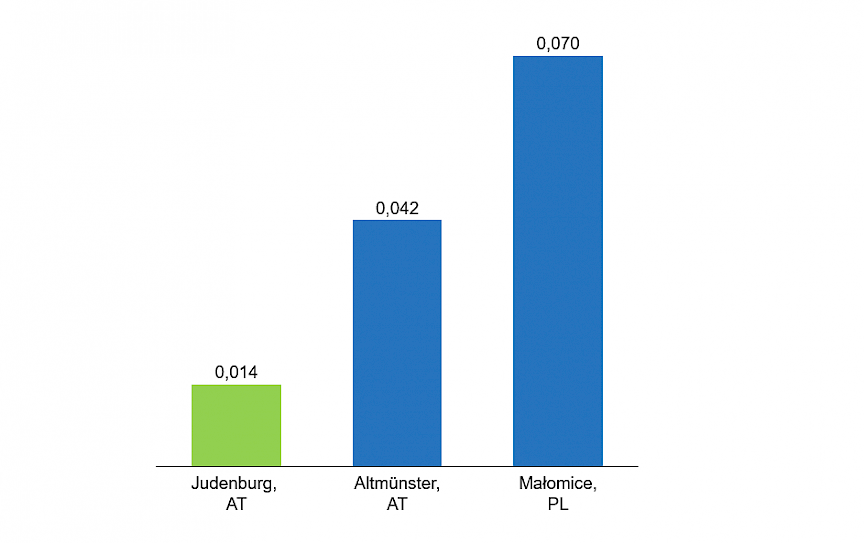
A most először vizsgált csőgyártó létesítmények is alacsony CO2 kibocsátással büszkélkedhetnek a gyártási folyamat során. A két osztrák telephely, Altmünster és Judenburg is részesül a víz- és szélenergiából származó villamos energia beszerzéséből, valamint a fotovoltaikus rendszerek segítségével történő saját villamosenergia-termelésből. A DIN EN ISO 14040 szabványon alapuló életciklus-értékelés a környezeti hatást a csőgyártási folyamat éghajlati hatásaként veszi figyelembe, a hosszirányban hegesztett acélcső tonnánkénti CO2 –egyenértékében, tonnában kifejezve (t CO2 -egyenérték/t). Judenburgban (Ausztria) a csőgyártás során 0,014 t CO2 -ekv./t, Altmünsterben (szintén Ausztria) 0,042 t CO2 -ekv./t, Małomicében (Lengyelország) pedig 0,070 t CO2 -ekv./t keletkezik. A két osztrák üzem közötti különbség két fő mozgatórugója a szállítás és a csomagolás területe. Ez az elemzés nem tartalmazza a melegen hengerelt szalag, illetve a pácolt vagy horganyzott melegen hengerelt szalag környezeti hatását.
A "A Wuppermann-csoport meleghorganyzási és csőgyártási tevékenységének üvegházhatású gáz-kiegyenlítése" című tanulmány módszertana.
A Fraunhofer UMSICHT Intézet megbízást kapott arra, hogy készítsen üvegházhatású gázmérleget a Wuppermann csoport melegen hengerelt szalaghorganyzására és csőgyártására vonatkozóan, és hasonlítsa össze a horganyzási folyamat eredményeit a piacon általánosan használt hideg szalaghorganyzási eljárással. A vizsgálat a DIN EN ISO 14040 szabványnak megfelelő életciklus-értékelésen vagy életciklus-elemzésen alapult. Ez biztosítja a keretet egy termékrendszer teljes életciklusa során a lehetséges környezeti hatások értékeléséhez. Az előkészítés négy fázisra oszlik: az értékelés céljának és alkalmazási körének meghatározása, életciklus-leltár, hatásvizsgálat és értékelés. Lehetőséget nyújt az összes releváns potenciális hatás (különös tekintettel az üvegházhatású gázok kibocsátására) rögzítésére a környezeti adathordozókon. Ezt az éghajlatra gyakorolt hatást a tűzihorganyzott acélszalag kilogrammonkénti CO2-egyenértékében (CO2-egyenérték/kg) adjuk meg. Az összes többi üvegházhatású gáz, pl. a metán kibocsátásának környezeti hatását szabványosított módszerrel a CO2-hez hasonló értékre számítják át.
Egy kilogramm tűzihorganyzott acélszalag vagy egy kilogramm hosszirányban hegesztett acélcső előállítása által okozott teljes környezeti hatás felméréséhez a rendszer térbeli kiterjesztésére van szükség. A tényleges életciklus-értékelés ezért nem csak a Wuppermann gyártási folyamatainak elsődleges adatait tartalmazza, hanem a későbbi vagy korábbi folyamatok másodlagos adatait is. Ez elsősorban a cinkgyártást (ha van ilyen), a villamosenergia-ellátást és a nyersanyagoknak az üzemekbe történő szállítását foglalja magában.
A referenciafolyamathoz a melegen hengerelt szalag, a hidegen hengerelt acélszalag, valamint a hidegen szalaggalvanizálással horganyzott lemez gyártására vonatkozó,
nyilvánosan hozzáférhető adatsorokat használták fel. Ez utóbbi 275 g/m2 cinkrétegvastagságú anyagra vonatkozik. Annak érdekében, hogy a hideg szalaghorganyzásnál a Z275-ös cinkrétegvastagsággal lehessen összehasonlítani, a Wuppermann horganyzóüzemek átlagos cinkrétegvastagságát az összehasonlító számításban a Z275-ös értékre korrigálták. Mivel a Wuppermann hőbevonási eljárása egy kombinált pácoló és horganyzó soron keresztül zajlik, a pácolást is figyelembe vették az LCA-ban. A referenciaeljárás esetében ez nem így van, mivel a pácolás külön lépésben történik a hideghengerlés előtt. A folyamatok közvetlen összehasonlítása során a pácolás környezeti hatása így hozzáadódik a Wuppermann LCA-jához. Ha a cinket kiiktatjuk az egyenletből, a Wuppermann hőbevonási eljárás előnye 93 %-ra nő.