
Heat-to-coat proces van Wuppermann bespaart tot 54% CO2
De Wuppermann-groep heeft het Fraunhofer-Institut für Umwelt-, Sicherheits- und Energietechnik (UMSICHT) opdracht gegeven de milieueffecten van het "heat to coat" bandverzinkprocédé van de Wuppermann-groep te onderzoeken en dit te vergelijken met het conventionele koudbandverzinkprocédé. Het resultaat toont duidelijk aan dat daar waar de toepassingsgebieden voor verzinkt warmband en verzinkt koudband elkaar overlappen, het Wuppermann-procédé een voordeel biedt voor wat betreft de CO2-balans.
Fraunhofer Umsicht heeft een levenscyclusanalyse opgesteld op basis van DIN EN ISO 14040 en de milieueffecten geëvalueerd als klimaatimpact in CO2-equivalenten per kg (CO2-eq./kg) thermisch verzinkt bandstaal.
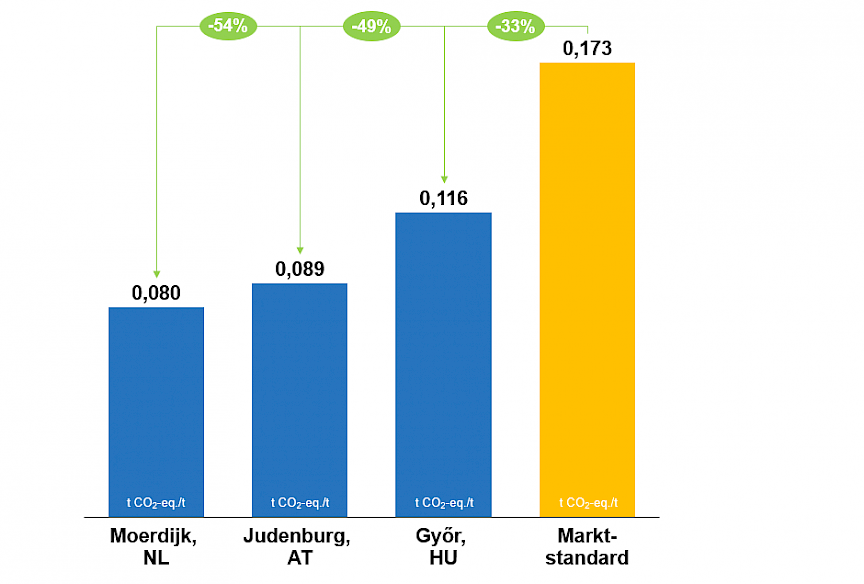
Als we de productielocaties van Wuppermann voor platte producten in detail bekijken, ontstaat het volgende beeld: De verzinkprocessen inclusief nabehandeling veroorzaken met 0,080 kg CO2-eq./kg in de vestiging Moerdijk (NL) 54% lagere CO2-emissies, in Judenburg (AT) met 0,089 kg CO2-eq./kg 49% en in Györ (HU) met 0,116 kg CO2-eq./kg 33% minder dan het referentieproces met 0,173 kg CO2-eq./kg. Door het geïntegreerde proces van Wuppermann is al rekening gehouden met de CO2-uitstoot bij het beitsen. Deze zogenaamde gate-to-gate-analyse houdt geen rekening met de milieueffecten van het voormateriaal warmgewalst bandstaal.
Wuppermann verzinkingsproces bespaart circa 60.000 ton CO2 per jaar
Rekening houdend met de CO2 besparingen en de verzinkvolumes van de drie bovengenoemde vestigingen, bedroeg de CO2 besparing voor het jaar 2022 ongeveer 60.000 ton.
De grootste drijver in de CO2-balans in de vorige studie (basisjaar 2018) was het energieverbruik. Door de maatregelen voor eigen energieopwekking en op het gebied van de ingekochte elektriciteitsmix is het nu echter zink dat het grootste deel van de CO2-emissies voor zijn rekening neemt.
Waarom is het galvanisatieproces van Wuppermann CO2-vriendelijker dan de marktstandaard?
Het bij Wuppermann toegepaste galvanisatieprocédé biedt procesgerelateerde voordelen met betrekking tot de milieubalans. Bij het gebruikelijke koudbandverzinkprocédé moet de staalband worden gegloeid tot een temperatuur van 750° C in een grote gloeioven, die met aardgas of metallurgisch gas wordt gestookt. Het verbrandingsproduct is CO2, dat vrijkomt in de atmosfeer. De band moet vervolgens worden afgekoeld tot de verzinktemperatuur. In het heat-to-coat proces van Wuppermann wordt gebruik gemaakt van een kleine, inductief (elektrisch) verwarmde oven, die de staalband in enkele seconden verhit tot de galvanisatietemperatuur van 460 - 480° C. De energie-intensieve herkristallisatie-gloei bij ca. 750° C is achterwege gelaten.
Lage CO2 emissies ook bij de productie van buizen
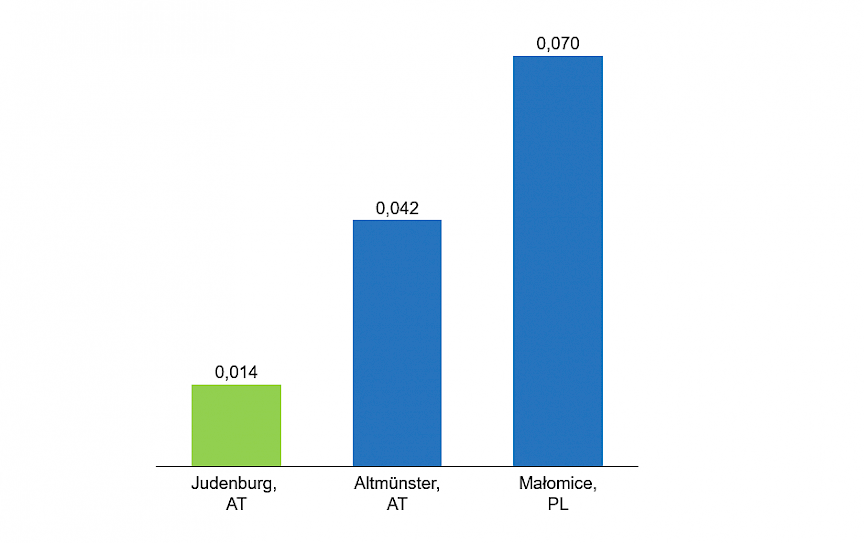
Ook de nu voor het eerst onderzochte productie-installaties voor buizen maken indruk met lage CO2 emissies in het productieproces. Ook hier profiteren de twee Oostenrijkse vestigingen in Altmünster en Judenburg van de inkoop van elektriciteit uit waterkracht en windenergie en van hun eigen elektriciteitsproductie door middel van fotovoltaïsche systemen. De levenscyclusanalyse op basis van DIN EN ISO 14040 beschouwt het milieueffect als het klimaateffect van het buisproductieproces in ton CO2 -equivalenten per ton in de lengterichting gelaste stalen buis (t CO2 -eq./t). In Judenburg (Oostenrijk) levert het buisproductieproces 0,014 t CO2 -eq./t op, in Altmünster (ook in Oostenrijk) 0,042 t CO2 -eq./t en in Małomice (Polen) 0,070 t CO2 -eq./t. De twee belangrijkste factoren voor het verschil tussen de twee Oostenrijkse fabrieken zijn het vervoer en de verpakking. Deze analyse omvat niet de milieu-effecten van het voormateriaal warmgewalst bandstaal of gebeitst of verzinkt warmgewalst bandstaal.
Onderzoeksmethode van de studie "Broeikasgasbalans van de productie van warmbandverzinking en buizen van de Wuppermann Groep".
Het Fraunhofer UMSICHT Instituut kreeg de opdracht een broeikasgasbalans op te stellen voor de warmbandverzinking en de productie van buizen van de Wuppermann Groep en de resultaten van het verzinkingsproces te vergelijken met het op de markt gangbare koudbandverzinkingsproces. De studie was gebaseerd op een levenscyclusanalyse overeenkomstig DIN EN ISO 14040. Deze vormt het kader voor de beoordeling van de potentiële milieueffecten van een product gedurende de gehele levenscyclus. Het onderzoek is verdeeld in vier fasen: Definitie van het doel en het toepassingsgebied, levenscyclusinventarisatie, effectbeoordeling en evaluatie. De analyse biedt de mogelijkheid om alle relevante potentiële effecten (met de focus op broeikasgasemissies) op de milieumedia te registreren. Dit klimaateffect wordt weergegeven in kg CO2-equivalenten per kg (CO2-eq./kg) thermisch verzinkt bandstaal. Het milieueffect van alle andere broeikasgasemissies, bijvoorbeeld methaan, wordt volgens een gestandaardiseerde methode omgezet in een waarde die vergelijkbaar is met die van CO2.
Om het totale milieueffect van de productie van één kilogram thermisch verzinkt staalband of één kilogram in de lengterichting gelaste stalen buis te beoordelen, is een uitbreiding van de analyse nodig. De levenscyclusanalyse omvat daarom niet alleen de primaire gegevens van de productieprocessen bij Wuppermann zelf, maar ook secundaire gegevens van downstream- of upstream-processen. Dit omvat voornamelijk de productie van zink (indien van toepassing), de levering van elektriciteit en het vervoer van grondstoffen naar de fabrieken.
Voor het referentieproces is gebruik gemaakt van openbaar beschikbare data voor de productie van warmgewalst bandstaal, voor de productie van koudgewalst bandstaal en voor het verzinken van koudgewalst bandstaal. Dit laatste heeft betrekking op materiaal met een zinklaagdikte van 275 g/m2. Om te kunnen refereren aan de zinklaagdikte Z275 bij het koudbandverzinken is de gemiddelde zinklaagdikte van de Wuppermann-vestigingen in de vergelijkende berekening gecorrigeerd naar Z275. Aangezien het heat-to-coat-proces van Wuppermann over een gecombineerde beits- en verzinklijn loopt, is het beitsen ook in de levenscyclusanalyse meegenomen. Dit is niet het geval bij het referentieproces, aangezien het beitsen plaatsvindt in een afzonderlijke stap vóór het koudwalsen. In een directe procesvergelijking wordt het milieueffect van het beitsen dus toegevoegd aan de levenscyclusanalyse van Wuppermann. Indien zink buiten beschouwing wordt gelaten, stijgt het voordeel van het Wuppermann heat-to-coat proces zelfs tot 93%.