
Heat-to-coat hot-dip galvanizing process
Wuppermann's heat-to-coat hot-dip galvanizing process differs from other processes in which steel is galvanized - i.e. protected against corrosion. In addition to significantly lower CO2 emissions, this process can also score with other advantages in terms of resource consumption, properties during further processing and corrosion protection.
Properties of steel
Steel is resistant, covers a wide toughness range and can be customized to meet customer requirements. But without reliable corrosion protection, it quickly loses the positive properties that make it so successful as a building material. Steel corrodes in the atmosphere, in water and in the soil. The result of corrosion is the formation of red rust, which, in addition to visual disadvantages in visible parts, can lead to component failure.
Protecting steel from corrosion
To counteract this, steel is coated. Among the various options for corrosion protection, finishing steel with zinc is the most reliable and effective. The most industrially significant method is hot-dip galvanizing, in which either ready-formed steel components are discontinuously immersed in a molten bath and galvanized, or steel strips pass through a zinc bath continuously after they have been appropriately thermally pretreated. The conditions under which the thermal treatment must take place are determined by the condition of the starting material, whether it is cold-rolled strip with a strongly consolidated microstructure without any appreciable forming capacity or hot-rolled strip with already useful mechanical properties for further processing. In this respect, the following three hot-dip galvanizing processes can be distinguished:
- Piece galvanizing (discontinuous),
- cold strip galvanizing (continuous),
- hot strip galvanizing, including the Wuppermann heat-to-coat process (continuous).
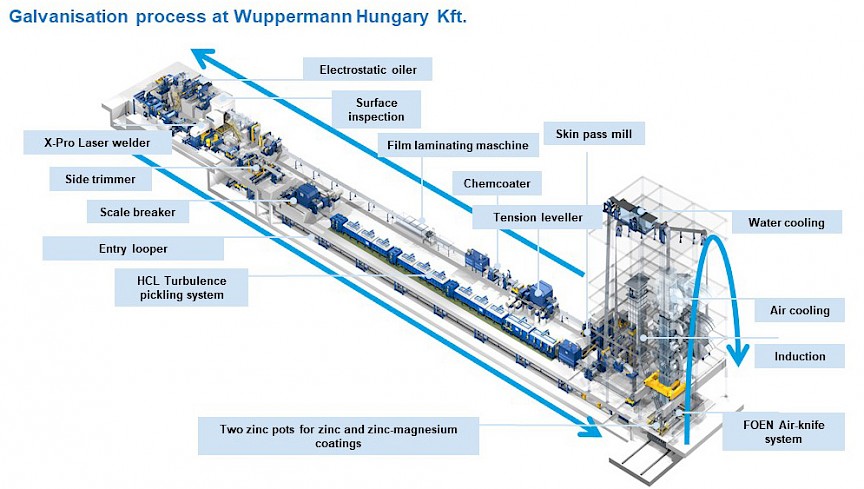
The heat-to-coat process is explained using the example of the hot strip galvanizing plant of the Wuppermann Group in Hungary, which, in addition to normal zinc coatings, can also apply the new zinc-aluminum-magnesium alloy to steel strip by means of an alternating spot system (see figure 1).
The following applies to all three processes: The thicker the zinc coating, the higher the corrosion protection. The level of corrosion protection required depends on the environmental conditions at the site of use of the subsequent component. The processes usually work with the following zinc coating thicknesses per side:
Process Zinc coating thickness min. Zinc coating thickness max.
- Piece galvanization 50 µm 85 µm
- Cold strip galvanizing 5 µm 55 µm
- Hot strip galvanizing 5 µm 85 µm
The areas of application of piece-galvanized and strip-galvanized steel differ for the most part, but there are also overlaps, especially where galvanized profiles with high zinc layers are used. For example, crash barriers for vehicle restraint systems or substructures for photovoltaic systems can be manufactured both with batch galvanization and on the basis of hot strip galvanization. Nevertheless, the following introduction to the heat-to-coat process essentially focuses on the comparison with the more similar cold strip galvanizing process.
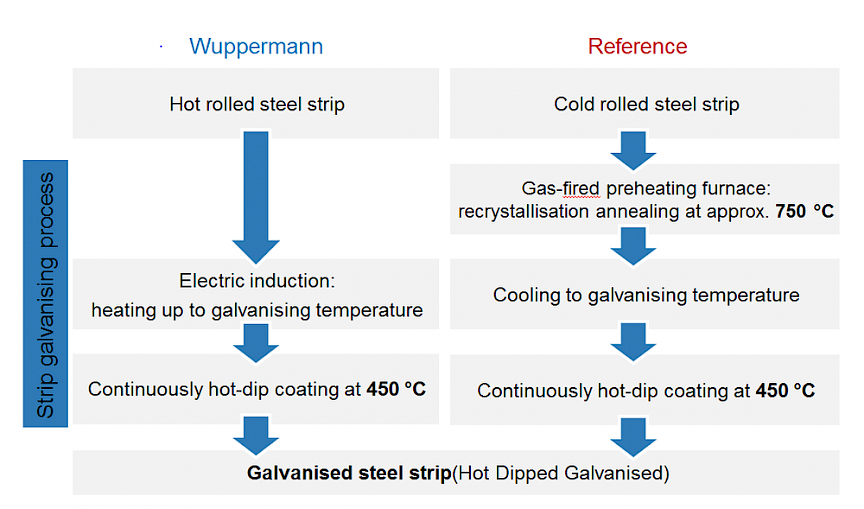
The process sequence of the strip galvanizing methods in comparison (see figure 2)
In the case of cold-rolled strip, the strips are first recrystallising annealed at high temperatures in a large annealing furnace directly upstream of the hot-dip galvanizing process. In this process, they regain their forming capacity and achieve very special narrow mechanical properties, which are primarily required in the automotive industry. In contrast to conventional strip galvanizing lines, the Wuppermann process does not require an annealing furnace (see figure 1). Furthermore, the heat-to-coat process works with a much lower maximum temperature. When using cold-rolled strip, an annealing furnace is necessary to recrystallise the starting material. Depending on the steel grade, this takes place at temperatures from 650 to over 850°C. At Wuppermann, recrystallisation is not necessary due to the use of hot-rolled strip as the starting material - within the strip thickness spectrum comparable to cold-rolled strip. The maximum strip temperature is around 450°C. It only has to be high enough to achieve a reduction of the strip surface before immersion in the molten zinc. This leads to a considerably lower energy consumption.
In this context, the different energy sources that are used also play a major role. In contrast to standard plants, the heat-to-coat process does not use fossil fuels such as gas. Wuppermann only uses electricity to heat up the strip and therefore gets by with comparatively short ovens. Apart from the fact that these furnaces are cheaper to purchase, above all the energy consumption is significantly reduced, which again both minimises costs and benefits the environment.
Definition of the zinc layer, corrosion protection and further processing
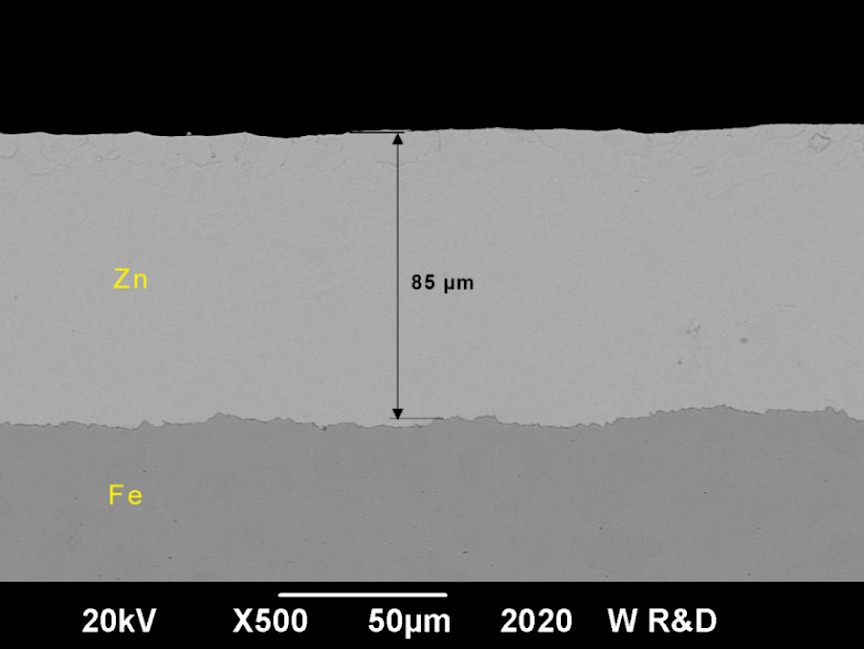
On hot strip, even high zinc layer thicknesses of up to 85 µm per side can be produced reproducibly, uniformly and precisely over strip width and length, and the structure of the zinc layer is still homogeneous and free of ZnFe alloy phases (see Figure 3). The melting baths in continuous strip galvanizing are low alloyed with aluminium to ensure the adhesive bond of the layer with the base material. Furthermore, it should be mentioned that no alloying measures are taken to influence the crystal structure of the zinc layer.
These zinc coatings have a very good adhesion to the base material and also withstand more complex forming operations. The high level of corrosion protection is also maintained and, for example, profiles can be produced from hot-dip galvanized hot-rolled strip that are suitable for bright use outdoors.
Production portfolio
The heat-to-coat process enables cost-effective and environmentally compatible processing of hot-rolled strip with a thickness of 1 to 6 mm and a maximum width of 1,650 mm. The main materials used are steels for cold forming and deep drawing, structural steels, and high-strength and low-alloy steels. Coatings of up to 85 µm on one side or 1,200 g/m² on both sides can be achieved. In contrast to the batch galvanizing process, the continuous galvanizing process allows steel strips to be produced with different zinc coating thicknesses on different sides, the so-called differential galvanizing. This is essential for galvanized steel pipes, for example, as the necessary coating thicknesses can be applied on the outside and inside due to the different corrosion requirements. This saves both resources and costs and thus has a high customer benefit.
Environmental impact
The described differences in process design also lead to a better CO2 footprint of Wuppermann's heat-to-coat process. Recently, the significantly lower CO2 emissions were confirmed accordingly by the Fraunhofer Institute for Environmental, Safety and Energy Technology (UMSICHT). Further information on the study can be found here.